



鋳鉄金型を用いたアルミダイカスト製品
鋳鉄金型によるアルミニウムダイカスト法の開発
 アルミ鋳造分野では長年、鋳造に用いる金型、るつぼ等の鋳鉄部分がアルミ溶湯
アルミ鋳造分野では長年、鋳造に用いる金型、るつぼ等の鋳鉄部分がアルミ溶湯と反応して損傷し、その部品寿命が極端に低下するという課題を抱えてきた。
●従来の高価な材料と高度な表面処理方法ではなく、より簡便で低コストの方法
によりアルミ鋳造用金型の製作。
●侵食による鋳鉄部品の劣化速度を緩める技術を開発し、鋳鉄金型(小ロット用)
等への実用化。
●金型製作に必要な800ミクロンの脱炭層を8時間で形成させるための熱処理条件
等を特定。
●小ロット(アルミダイカスト製品1,000~2,000ショット強)用の金型として鋳鉄金型の
使用が可能に。
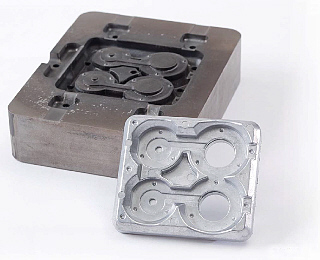
鋳鉄金型によるアルミダイカスト法
従来アルミダイカスト用金型はSKD61のブロック材から加工をして表面処理を行い、100,000ショット近くを目標に製作されてきた。しかし、1,000~2,000ショットの需要では金型のコストが高すぎてアルミダイカストには向かなかったが、試作品やメンテナンス部品など、需要は増えているのが現状である。そこで2,000ショット近く製造できる低コストの金型が求められている。この製品は、経済産業省中小企業庁の戦略的基盤技術高度化事業の認定を受け、埼玉県産業振興公社・埼玉県産業技術総合センター・児玉鋳物株式会社により開発された商品です。
 研究開発用サンプルの試打ちの鋳造条件
研究開発用サンプルの試打ちの鋳造条件金型材料の鋳造
金型を用いて、下表の鋳造条件でダイカスト試打ちを実施
| 鋳 造 条 件 |
鋳造機 | 東洋機械金属製 横型ダイカストマシン 125トン |
| 鋳造合金 | ADC-12 | |
| 溶解温度 | 680° | |
| 離型剤 | 株式会社 青木科学研究所 WFRシリーズ | |
| 射出圧力 | 600kg/c㎡ | |
| 射出速度 | 低速 0.25m/S 高速 1.2m/S | |
| チップ径 | 半径50 | |
| ショット サイクル | 20S | |
| 型開時間 | 4S |
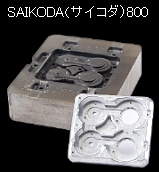
SAIKODA(サイコダ)800
小ロット品製造に向いた鋳鉄金型と従来金型の製造比較
サイコダ800 ① ② ③
 説明:
説明:①素材(安価な鋳鉄)
②粗挽き加工(0.2㎜残し・短時間)
③特殊熱処理仕上げ加工
従来品の金型 ① ② ③
 説明:
説明:①素材(高価なSDK61のブロック材)
②機械加工(難切屑で加工時間が長い)
③表面処理(窒素処理・セラミック皮膜)
→パンフレット(PDF)はこちら